专注起重机安全监控管理系统为工业安全行业保驾护航!


门座式起重机是港口、铁路运输、冶金行业装卸作业的主要设备,它是一种间歇式动作机械,具有短暂、重复、周期性循环的工作特点,且工作环境恶劣,其失效事故的后果十分严重。这些每次造成少则几十万多则几百万的巨大经济损失,还可能造成人员的伤亡,大部分事故均发生在正常工作状态下。为了加强设备的科学、有效的管理,保证起重机的安全使用,在起重机制造、使用过程中、维修后对主要机构及结构进行测试都有非常重要的作用,本文以某港一台 MH17门座起重机为例,测试了其静态强度,回转轴承及关键焊缝进行无损检测,评估了起重机的安全运行状。
二、应力测试 某港一台MH71型门座起重机,额定起升载荷16t,最大变幅幅度35m,在臂架、象鼻梁、大拉杆、人字架、平衡梁、转柱等主要受力构件上最大受力截面布置测点,测点布 置图见图1。
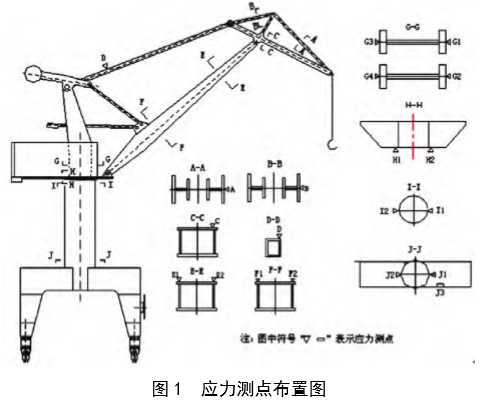
静载应力检测工况Rmin时仪器置“0”, Rmax时仪器读数。 载荷落地空载时仪器置“0”,提升载荷后仪器读数。 该门机最大受力部位在门架上部与圆筒结合部J3点处, 臂架幅度 35m,16t 载荷作用时,此部位的静载应力值为+124.5MPa,其它部位的应力水平较低,被测门机结构静强度满足要求。
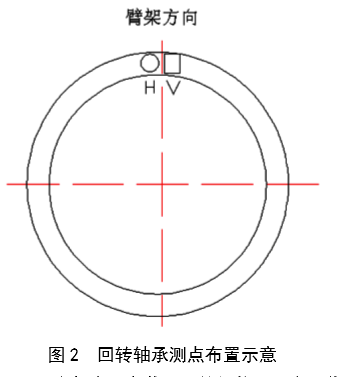
三、回转轴承运行情况检测 回转轴承是港口门座起重机核心部件之一,它的工作正常与否直接影响整台设备以至整条生产作业线的生产效率,通过对回转轴承的运行技术状态进行检测,查明回转轴承是否处于正常工作状态。采用加速度传感器,用磁吸座固定于座圈上,分别沿垂直和水平方向布置,用于测量臂架根部下方的回转轴承的轴向和径向振动,具体测点布置如图2所示, 轴向、径向振动分别用“H”、“V”表示
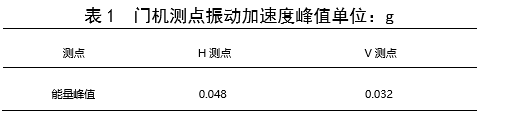
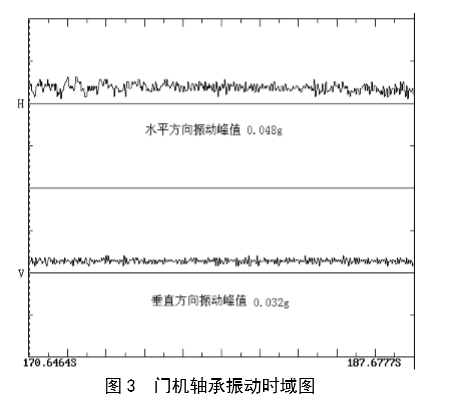
臂架处于最小幅度,空载,回转机构以最大工作速度旋转,记录转动过程中振动加速度随时间变化历程,振动加速度是最常用的二次量之一,其能量值的大小直接反映回转轴承的内部状况。可以根据测点的振动能量值来判断回转轴承的局部和整体是否出现故障或缺陷。 门机测点振动加速度峰值见表 1,回转轴承振动波形见 图3。
根据振动加速度的参考门限值,可将回转轴承装置的运行状态分4档,具体见表2。

状态说明:处于A 状态的回转轴承部件和润滑条件各方面处于良好状态;处于B状态的回转轴承应加强润滑管理; 处于C状态的回转轴承应加强现场观察,并落实润滑是否到 位;处于D状态的回转轴承则不能继续运行,要停机进行设备维修。
从振动加速度峰值可以看出:门机的回转大轴承处在 B 类状态,应加强润滑管理。
四、重要焊缝无损检侧 为了了解门座起重机金属结构件重要焊缝焊接质量,对其重要部位金属结构件的重要焊缝进行超声波探伤抽查。 检测标准 GB11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》〉,检测仪器设备CTS-2000型超声波探伤仪一台, 探头:K2.5、K2,试块:CSK-Ⅲ,耦合剂:清洗剂,检测 部位:(1)象鼻梁3处;(2)臂架5处;(3)门架与圆筒连接部位2处;(4)圆筒与上平台连接部位3处;(5)圆筒与齿轮法兰连接部位3处。探伤部位未发现超标缺陷显示。
五、结论 经过检测与分析,可以认为强度满足规范规定,关键部位焊缝未见超标缺陷,但是回转轴承需要加强润滑,保证关键装置的工作性能

158-3835-9688
中国•河南省国家大学科技园(东区)9号楼
