专注起重机安全监控管理系统为工业安全行业保驾护航!


冶金吊/铸造起重机的主传动软件程序设计主要用到的硬件设备有S7-200 PLC、HMI人机交互界面等,用到的软件主要是WinCC。程序功能块处理流程主要是:第一步:系 统 上电自检。存在问题时调用相应的组织块以排除系统的 故障; 第二步:调用系统初始化模块。组织块0B00,将初始化控制字送给所有的 传动电机;第三步:调用通讯模块。调用功能FC101,获得传动点地址,并将信息送 给RECORD参数;第四步:执行操作系统模块。调用功能FCC6,完成各个电动机的启动、停止、加速、减速、负荷分配、吊装控制等操作; 第五步:执行转换模块:调用功能FC84,建立变频器测量得到的速度、转矩、电流等参数数据与系统的PLC、操作屏数据对应关系。(执行完毕后可 再次回到第三步调用通讯模块) 该程序设计修改方便,设计完成可联机调试,没有问题时再把各个步 进电机接上。
1.1程序设计分析 在整个起重机移动运行控制过程中,采用限位开关以及面板操作开关 以及系统逻辑开关作为输入点,整个系统中底盘有5个限位开关,分别作为5个位置的定位输入点,立柱有4个限位开关,分别为1个复位开关、一号位限位输入量、上限位、下限位。设计有3个限位开关:设计复位限位数入点、前限位 、后限位。位移限位开关,为位移复位输入点。一共13个限位开关完成全部的控制输入。由于在整个控制过程中全部是通过控制步进电机驱动模块再驱动步进电机执行。铸造起重机的传动系统中有大量电机启停控制。主要包括水平移动控 制、上升控制、下降控制等,这部分控制电机往往功率较小,不需要使用变 频器拖动,只需进行电气互锁与启停控制即可。但在大型铸造起重机中,必 需加入一些限位保护,以防对设备与电机造成损坏。比如在连续铸模铸造过程中,自动更換铸模的设备其更换主臂起降通过与电机相连的轴带动主臂下方的齿轮转动完成,在下方预定位置安装有限位螺丝,但是这只是一种粗限位,齿轮仍可能在转动过程中脱离与之相耦合的齿轮,对设备造成 损坏。为了避免此类事件,需要通过光电开关采集位置信号,在 PLC中再 次进行限位,保证铸造设备和电机的安全。
由于起重机的动作较多,手动开关量相应较多。编写PLC程序时可以将 开关量的输入作一转化,由I输入影像寄存器转化为M存储器,还注以相应的符号和注释。机械手的控制有在空间上一共有三个自由度,全部采 用步进电机来进行控制,这样就使程序更为简洁, 提高了程序的可操作性。
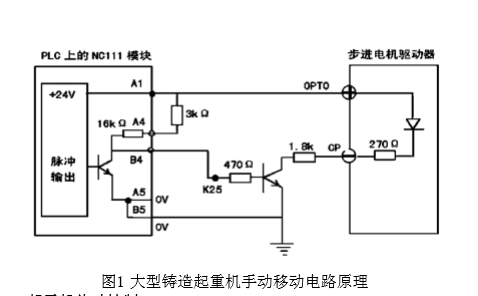
起重机手动控制程序设计 起重机必需设计有手动的功能,用于系统在非工况状态下的调试,或 者紧急状态下的手动操作。起重机移动部件部分的手动程序相对比较简 单。主要通过手动按钮, 启动电磁阀开关,使 货 物 由 设计路线平移或起落。 如果出现机械问题,该电磁阀不能正常工作,则可以手动自动切换开光打 到手动控制开关,可以通过手动开关来控制电机的正反转。 起重机手动移动方向为三自由度, Z轴转动, X水平移动, Y轴上下移动 。这三个自由度都采用北京斯达微的SH-2H057M步进电机驱动器和 17HS101步进电动机。步进电机驱动器来控制机械手的上升和下降,由 PLC上提供电平信号,并给电机驱动器输入脉冲信号,用于控制起重机手 动移动方向,起重机手动移动电路如图1所示。
起重机移动动作较多,很多情况下会产生误动作,所以吊钩等移动部 件的复位显得尤为重要,在 每 次 运 行前花少量的时间进行复位,在 误 动 作 后 及时彻底的进行系统复位,会 给 移 动 部 件的正常工作和程序调试阶段带 来高效和便捷。同时移动部件有力的复位也对硬件设备起到一定的保护作 用。在设计调试初期PLC程序的过程中会出现过与限位器相撞的问题,主要原因就是复位不彻底,相应的PLC的M存储位,会 引起在PLC状态不可 知的情况下进行下来的动作。因此,为了提高移动的效率,移动部件可以在 另一移动部件运行的同时便开始动作,等另一部件运行上位机传送来的 “运行结束信号”,作 为自身的到目的位置的启动信号。
起重机传动控制 在本设计中,操作台 S7-200PLC与主传动系统S7-300PLC通过加装 EM277Profibus总线模块完成通讯。S7-200PLC采集压力变送器的数据 , 传送给S7-300PLC,从而在操作屏上显示相关压力数据,类似于远程I/ O口;同时操作屏设定的压力数据以及相关参数通过S7-300主站寅 Profibus寅EM277传送给S7-200从站进行处理。以 1#操作台为例,EM277 在step7组态画面变量存储区设置了I/0偏移量为100,从VW100开始,前 64字节为输入,后64字节为输出,即输入字范围为VW100-VW163,输出 字范围为 VW164-VW277,对应PLC 自动分配的输出地址范围为 PQW1100-PQW1163,输入地址范围为PIW1100-PIW1163。 3 系统人机界面设计 本系统利用功能强大的MCGS组态软件进行人机界面设计,本系统的人 机界面如图2所示,主要功能包括人机界面的设计与制作、通道输入的设 置和运行策略的添加三个部分。
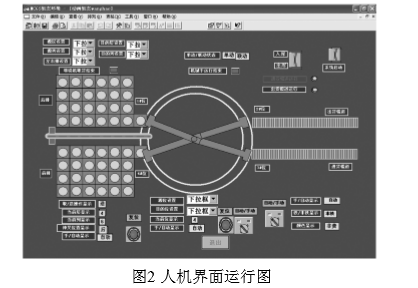
图2人机界面运行图
人机界面设计: 通过一系列的设计系统启动开关的设计。如进行“系 统启动” 开关的设计,通过“插入元件”得到系统启动开关,在工具箱里填写 其“标签”名称,双击“系统启动”开关图标进行属性设置等,“系统启动”开 关属性的主要包括“可见度” 、 “按钮模式”“ 单 动 ” 与 “ 联 运 ” 设 置 等 。 添加通道输入:由 MCGS生成的“设备窗口”中新建一个串口设备,然后 再进行“设置设备内部属性”设计,主要是添加通道,点击“增加通道” 设置完成后,再点击“通道连接” ,完成对应数据对象的填写。添加运行策略: 点击“运行策略” ,进行“新建策略” ,最后进行属性添加。

158-3835-9688
中国•河南省国家大学科技园(东区)9号楼
